In the past, little thought has been given to the recycling of water. Water supplies have been plentiful and the cost of water and effluent discharge has not been sufficiently high to warrant reuse.
In the past, little thought has been given to the recycling of water. Water supplies have been plentiful and the cost of water and effluent discharge has not been sufficiently high to warrant reuse.
Now there are factors, which should prompt every business that uses in excess of 30m3/day of process water, to examine the case for water recycling systems.
These factors are: -
a) The cost of water and effluent discharge – combined cost now around £2/m3.
b) Rinse water quality specifications, from client organisations and pre-treatment chemical suppliers, are requiring the use of lower conductivity water. This is forcing manufacturers to increase the use of deionised water for final rinsing.
c) Reduction in consent limits for heavy metals by environmental authorities.
d) Environmental Considerations – we are all being implored to minimise the use of all resources, including water. Our increasing national water consumption has lead to increasing abstraction from rivers, with consequent damage to aquatic habitats and wildlife. The effects of global warming and demands for water, are such that it is predicted than Summer river flows in the UK will be halved by 2050. CO2 emissions are also increased due to the electrical energy required for pumping.
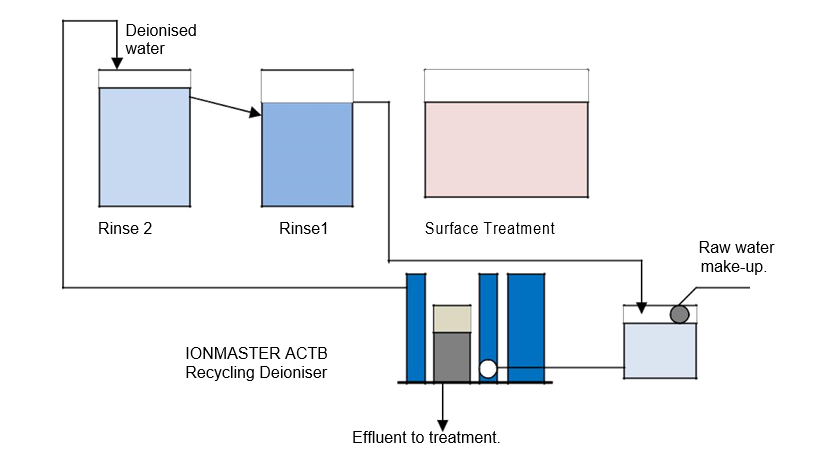
Traditionally, processes such as plating, etching and other surface treatments such as anodising, chromating and phosphating, all have a system of rinses which generally culminate in a once through rinse, occasionally preceded by a static drag-out bath or sometimes cascading through two rinse baths before being discharged, as depicted below.
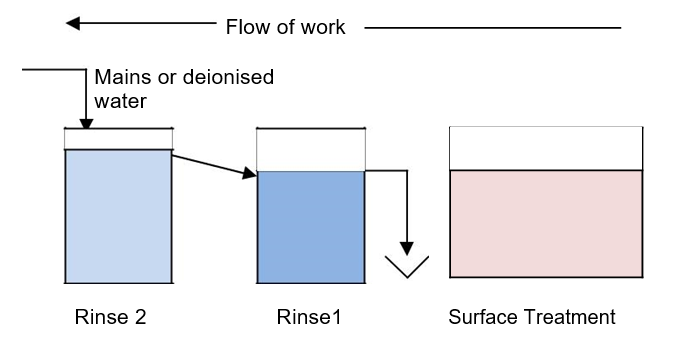
In many cases, the flow of rinse water is maintained artificially high, so as to keep contaminant levels below the discharge consent limits set by the water company by virtue of dilution. Some industries therefore use vast quantities of water, quite unnecessarily, to the detriment of their manufacturing costs, company profits and the environment.
Often, many rinse waters only pick up 20-30µS/cm in terms of conductivity, which is equivalent to 15-20 milligrams/litre of dissolved solids. This produces a good case for recycling via a specialist deioniser. Even if contaminant levels are up to 100µS/cm, this still only represents 15-20% of the mineral content of most raw water supplies.
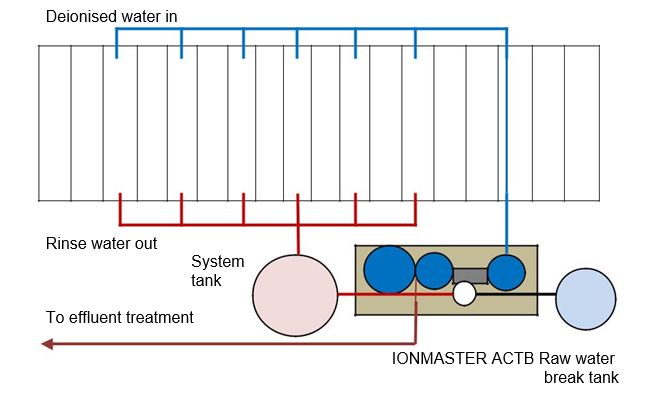
The recycling plant works on the principle of two-stage deionisation, preceded by an activated carbon stage to remove organic contamination, which could otherwise foul the ion exchange resin. The spent rinse water is collected in a tank, which feeds the recycling unit and then returns it to the final rinse tank, either by gravity or pumped, as shown below. The net result is an almost continuous supply of high purity rinse water.
When the ion exchange media has become saturated with contaminants, it is regenerated. The effluent from regeneration, normally much less than1% of the recycled water, contains all the contaminants in a concentrated form, which can be treated by precipitation, by plating out the heavy metals, by evaporation or, in the case of a single chemical process, can even be recycled.

A Midlands aerospace manufacturer was faced with a situation where, although they used deionised water for some final rinses, they were being obliged to increase this use due to the requirements of a future client. As the financial implications of this increased use of deionised water were considerable, the prospect of not only preventing increased water usage, but reducing it, were attractive and a recycling system was installed with, at its heart, a Wychwood IONMASTER ACTB.
The system was installed in November 2008, incorporating the recycling deioniser in the existing supply network and feeding all the spent rinse water back to a system tank for purification and reuse. The use of flow-meters on each rinse tank also allows site to control the conductivities of individual tanks.
Following commissioning, the system has met all expectations.
• The plant consistently produces 6m3/hour of purified water with a conductivity of <15µS/cm.
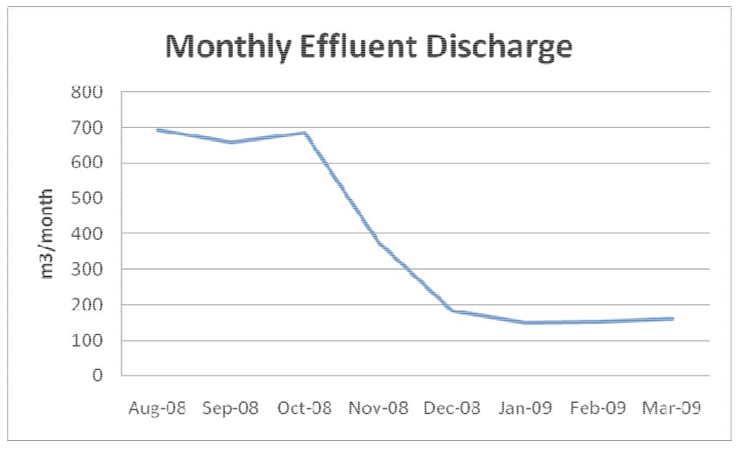
• Monthly water consumption and effluent discharge has fallen from nearly 700m3 to around 150m3, saving over £1,000/month and giving a payback of approximately two years.
The benefits of this process are therefore considerable: -
Savings in Water Consumption and Discharge: - Given that the cost of buying and discharging water can be around £2.00/m3, a 30m3/day water and effluent saving can result in an annual reduction in operating costs of over £13,000 and produce a short payback for the plant.
Quality Improvement: - Final rinsing of the product with deionised water of less than 20µS/cm conductivity can reduce staining, surface blemishes, lower reject rates by improving coating adhesion and reduce failures due to surface contamination.
The Environment : - Reducing our industrial water consumption conserves supplies of this precious natural resource, minimises damage to our water courses and aquatic wildlife and reduces CO2 emissions.
Contact Wychwood Water Systems on 01993 892211, or via:- www.wychwood-water.com sales@wychwood-water.com to find out how this can benefit your business.